

联系我们1

防腐衬塑管道圆形通风管道真诚合作
更新时间:2025-04-18 23:39:38 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 455 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |



衬塑管道应用于循环水处理站
循环水处理站内设有大量的水处理设备,站房内布置着设备基础、管沟、电缆沟;另有大量的钢衬塑管道作为循环水管道、焊接钢管循环水管道、其它水管、压缩空气管道、电缆管等,或架空敷设或埋地敷设等使用。
一般情况下,对于管路简单的管线,钢衬塑管道厂家可以采取将所有衬塑钢管先以焊接钢管形式到现场,安装完毕后拆除,运回专业制造厂家衬塑编号后运回,二次安装,这样管路的设计工作就相对简单一些。但循环水处理站管路的特点是:管道复杂多变,管道交叉多、短管多、弯头多;如果采取二次安装的方式,施工周期太长,且如果钢衬塑管道夹在其它管道中间,则必须等钢衬塑管道安装完毕后才能安装其它管道,所需要的工期就更长了;由此可见,二次安装在大规模的循环水管道系统中应用很不现实,这就要求必须在管路设计时日既要确保管路设计的正确性又要考虑施工、维护、检修时的便利性,因此钢衬塑管道循环水管路的设计难度很大。
在进行循环水管路设计特别是在钢衬塑管道管路设计时,首要的任务是做好管线的综合工作,减少管道碰撞的可能性。这其实是一般管道设计时所要遵循的基本要求,但对于钢衬塑管道而言,就显得更为重要了,因为钢衬塑管道一旦成型,无法再修改了,如果出现失误就只能是报废了。考虑到钢衬塑管道的特殊性,在具体的管路设计时应贯彻钢衬塑管道优先的原则,尽量减少钢衬塑管道弯头的数量,其它焊接钢管应尽可能避让钢衬塑管道。
其次,由于钢衬塑管道是一支支可以分拆的管道,在管路的设计时,必须考虑施工、维护和检修的方便。埋地的钢衬塑管道宜设置在上层,架空的钢衬塑管道宜设置在管道的外层。对于同样都是钢衬塑管道的情况,宜将小口径的钢衬塑管道设置在大口径热滚塑钢管的上面或外侧。
第三,所有设置在衬塑循环水管道上温度计、压力表等,其接口必须设计在钢衬塑管道上。


工业钢衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
工业钢衬塑管道的质量检测
1、衬塑管内衬原材料材质检测;
2、化工管道内衬厚度检测(≧3mm);
3、剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
4、衬塑管件的电火花检测(内衬层15KV电火花检测,应无漏电);
5、压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
6、绝缘电阻、电绝缘强度检测。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。


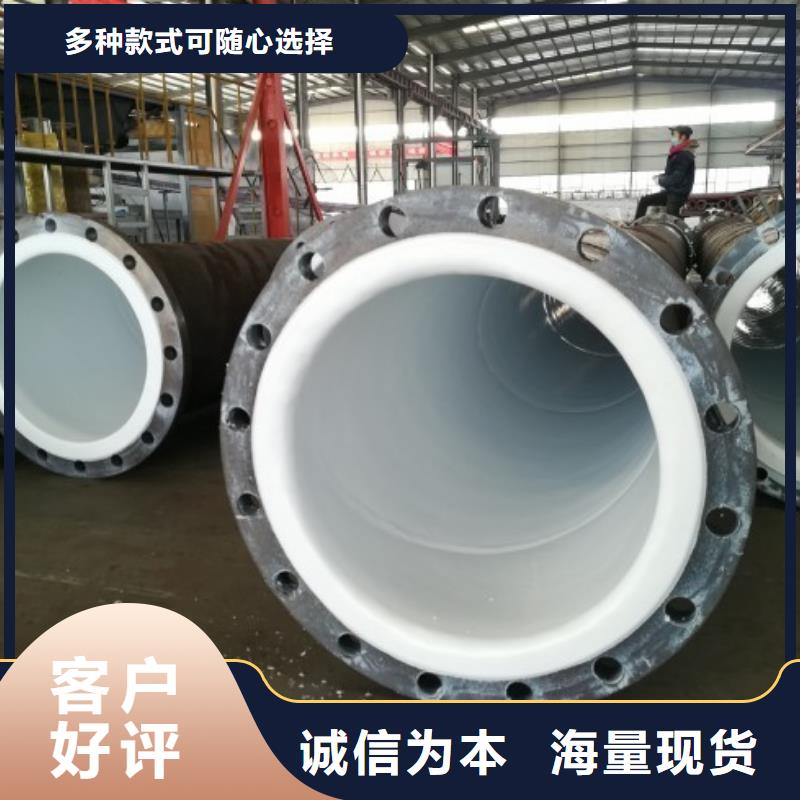
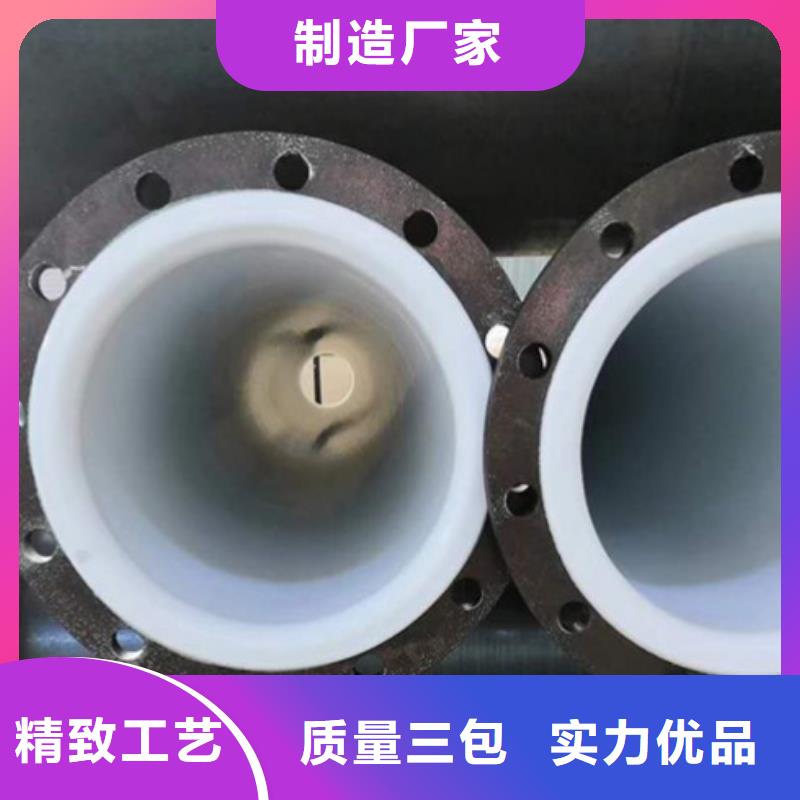
衬塑管简介:衬塑管是车衬塑钢管的简称,又称为钢衬塑管道、衬塑管、热滚塑管道、不同地方对这种防腐管材有着不同的称呼,衬塑管道是以钢管作为受力基体,以塑层作为防腐。



纵横机械制造有限公司身处全球新能源行业高速发展的浪潮中,在战略目标引领下,专注 陕西铜川双面涂塑管道,完善产业布局,引领产品 陕西铜川双面涂塑管道不断走向全球,努力实现“ 制造强国 ”战略目标。
